
多车间多车型滚床式WBS在焊装车间的应用
0 前言
图片来源于网络,如有侵权,请联系删除
中国汽车制造行业,已经从最开始的人工为主发展到智能制造阶段。汽车行业恰恰又是工业制造水平的全面体现。国产品牌汽车厂已经从以前的模仿与学习发展到自主与创新。

图片来源于网络,如有侵权,请联系删除
焊装与涂装车间之间的智能输送系统是汽车生产流程中实现高效协同的关键环节,本文主要介绍焊装车间内、焊装与涂装之间的智能输送系统,并提供相应解决方案,实现焊装三车间10车型全智能进入涂装车间的转运。
1 方案设计
1.1 工艺路线设计
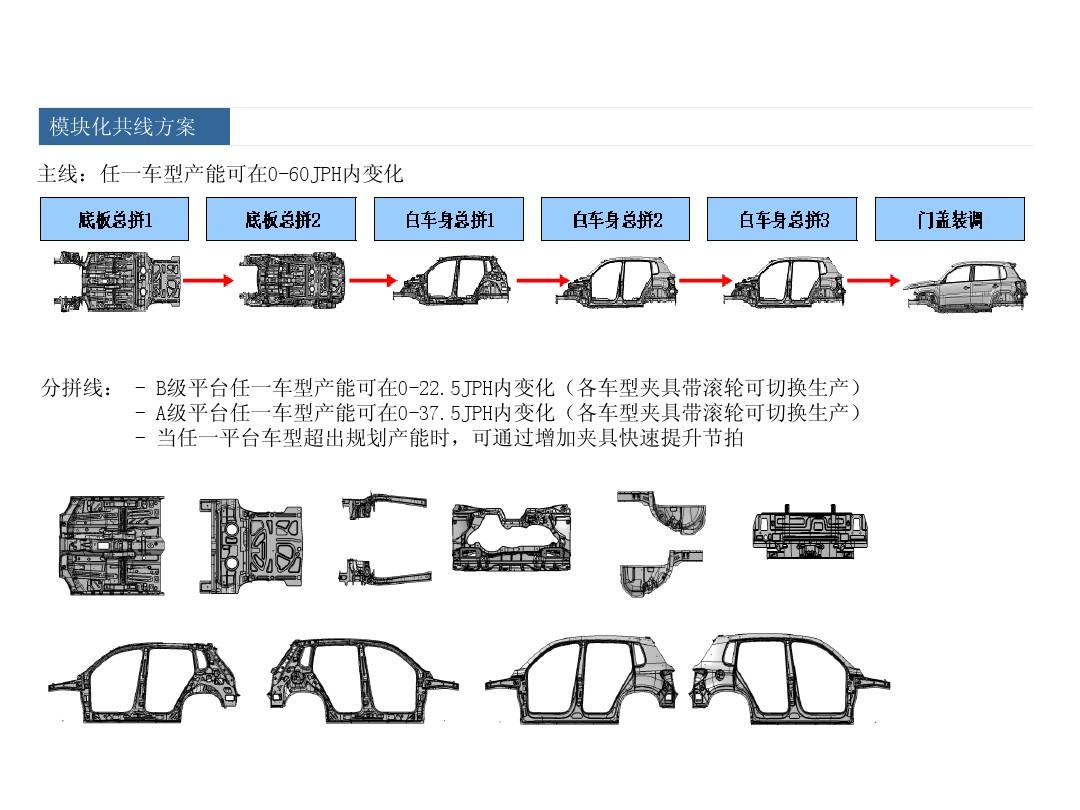
WBS(WeldingBodyStorge)是指汽车厂内焊装车间与涂装车间之间的车身缓冲存储区域。WBS机运系统是连接焊装、涂装车间的桥梁,起到承上启下的作用,是焊装、涂装两个车间生产线顺利生产的保障,不仅将焊装白车身输送至涂装,同时满足白车身存储、跟踪、调整及排序的功能。本文所提到的方案依靠输送设备、复杂且智能的逻辑控制,最终实现整体工艺布局如图1示。
1.2 工艺路线介绍
图1中为各个线间转运、空中抽样(AUDIT)、精排区、粗排区、空撬存储堆垛区、滑橇检具区、超级VAN(车型)交接区、皮卡交接区、轻客转运区、涂装交接精排区、地面装调线以及超级VAN弧形灯廊等。
空滑橇通过空中下落至UB线首,进入UB线,进行前后地板、车架总拼;焊接完成后,通过UB与MB的空中转运缓冲(BUFFER),进行缓存及排序调整,转运至MB主线进行侧围总拼,顶盖总拼,最终合拼成白车身框架;再通过MB至装调线空中转运BUFFER,进行缓存及排序调整,转运至装调线,进行左右前门、左右滑门、铰链、后背门和翼子板等安装。同时进行弧焊、打磨、粗调、精调及检查等工艺,通过弧形灯廊精修,报交后,转运至空中WBS存储区。其中弧形灯廊采用全国前三的工艺设计,在工位空间、灯廊照度、美观度等多方面领先行业。
图1 整体工艺布局
白车身进入空中WBS后,根据MES下发计划或涂装生产需求、进行排序,可通过车型、颜色等方式进行调整。其中粗排区可进行初步调整,将生产所需车辆进行第一步排序,精排区将顺序进一步调整,实现焊装车间有三个,需要共同进入同一个涂装车间进行喷涂,故分三个转运处:第一处为超级VAN转运,第二处为皮卡车转运,第三处为轻客车转运。转运系统运行路线经过仿真模拟、经验设计等,实现多车型无干涉,共滑橇交接,大大提高生产效率,减少人员成本,实现空中多车型无人化转运,在行业内处于先进水平。其中为兼容多车型交接,滑橇采用支架托块旋转方式,通过车型识别自动旋转至对应车型,领先于合资车多车型共线设备。涂装旋转滑橇如图2所示。
图2 涂装旋转滑橇
1.3 各区域设计
1.3.1 装调线部分
装调线共24个工位,含2个过渡工位,首尾2台升降机。两个弧焊工位,工位间距约6.5m,承担车身装配和调整工作。其中左右背门安装处考虑安装空间及整体滚床运行方式。弧焊房安装集中式排烟除尘主机(弧焊房工位包含集中式排烟除尘设备一套、弧焊房一个和电控系统一套)。
装调线采用滚床加滑橇形式,滚床地沟安装,节拍可调节,满足6~30JPH。
装调线地面部分主要包括滚床、升降机、升降滚床、滑橇、工艺照明、电控系统、风扇、电气接口、助力机械手、工具轨道、工具托盘和排烟系统等。其中助力机械手采用当今最先进的装具与抓件一体式设计,可减少一道装具安装调整的工序,大大提升了生产节拍,并采用自动调整节拍随性装置,可与装调线连续不间断运行。
装调线采用安全盖板形式,线宽8m。升降滚床、升降机采用护栏防护,并设计安全光幕。
装调线灯廊铺设8个工位长度,灯廊由钢结构骨架、LED灯组成,骨架呈倒U字形(非多边形),周圈竖向安装LED灯,满足照度800lux要求,报交两个工位满足照度1000lux要求。
1.3.2 WBS部分
WBS由采用滚床+滑橇转运形式,节拍满足30JPH。WBS具备粗排精排、快速道、倒库道及维修升降机等功能。
WBS主要包括空中钢结构、固定滚床、旋转滚床、移行机、维修区、堆垛机、拆垛机、照明、风扇、维修电源、电控系统、空中AUDIT和检具等。其中空中AUDIT的设计,大大减少了地面空间的占用,并采用独自设计的全自动进出车方式,减少人力物力成本,提升生产节拍。
维修区包含滑橇检具、维修升降机、维修平台、维修照明和电气接口等。升降机安装安全护栏,配置安全光幕。
前处理改造处节拍满足45JPH,且具备简单排序及存储功能。前处理交接处采用前处理滑撬进行交接,分三个位置进行三个车间的车型交接。
WBS维修升降机具备上车/下车、上撬/下撬的功能,并且有其他车型从此处吊上,具备进入库区排序功能。
空中可采用摩擦滚床,仅限于库区或长直道中部,特殊工位或交接工位采用同步带辊子组滚床,可大幅节省设备投入,并且减少空中设备占用面积。
1.3.3 设计参数说明
针对线体中的重要设备及工艺点,对线体的详细设计参数见表1。其中输送设备及输送形式均采用最佳运行能力,如设备转速比采用最优选型,满足节拍的同时实现最优投入。
2 控制系统
控制系统配置采用许可品牌最新配置的安全PLC系统,具体配置每套PLC系统都配备单独的网络模块用于上位机通信,PLC程序存储器不超过存储量的50%,循环时间不超过150ms,预留与MES系统的网络接口并定义PLC数据块为输出数据,映射所有设备状态及参数。同时定义数据写入的数据块,用于MES数据写入。现场网络采用PROFINET或Ethernet/IP总线。每套PLC系统配备网络交互耦合器,用于PLC之间的网络通信,同时负责连接的桥架和线缆。
现场急停信号采用安全I/O模块,交换机选用管理型的,采用环网和星型结合方式,清洁配电柜给主控柜、变频柜和JB箱提供AC380V电源。新增清洁配电柜使用母线系统。每套PLC系统配置电能表一块,可显示电压、电流及用电量等信息,并支持Ethernet或PROFINET网络通信,可通过网络将电压、电流和用电量等信息实时传递至上层管理设备,主控柜为HMI、BS箱提供隔离的AC220V电源。主控柜自身配置HMI.JB箱内配DC24V电源将AC380V直接转为DC24V,为本地I/O供电。BS、HMI箱内配DC24V电源,为本地I/O供电。主控柜内配置交换机,所有交换机都具备VLAN功能,管理层交换机有环网及NAT功能,考虑环网连接,交换机配置有千兆光电接口。
主控柜内为管理层单独配置一张网卡。HMI触摸屏规则为空中12英寸,地面15英寸。变频器配置安全关断功能,有操作面板,变频滚床信号直接接入变频器。变频器有正反转功能。变频滚床有占位、减速和到位传感器,非变频滚床有占位及到位传感器。所有电机端使用快插接头。工位间光栅单独配置带灯按钮盒和黄色柱灯。BS箱配红绿双色柱灯,HMI配红色柱灯和蜂鸣器、定制声音。空中输送每隔20m左右各有一个急停按钮,单独的急停按钮盒配红色柱灯。操作箱上按钮均为带灯按钮,JB箱上有电源及故障指示灯。升降机上的传感器信号通过TJB转接盒接入到VFP柜内的远程I/O。
3 装调线段电控方案
装调线采用1套安全PLC控制,调整线及前后升降机的电机都采用柜内变频器控制,采用并柜的方式在线体10工位和180工位放置。调整线体两边根据人员的操作要求配置拉绳按钮盒,配复位、启动、急停,并配红和绿报警灯。线体分4个安全区域,分别配4个报警塔灯,声音可以定制。线边增加4个BS操作箱,可以手动控制滚床的输送。线边增加4个JB箱子,给线边的信号接入。
线体采用连续输送方式运行。线体两侧有安全门箱,并配安全光栅,提供保护。线体存放料架的设备都有放置料架到位开关。线尾配扫码枪,具有扫码功能。采用管理型交换机,星型连接,预留20%网络通信口。
装调线灯廊供电由PDP柜提供,每个工位配置一个空开。配置两套电动工具充电柜,柜体内可同时对10把电动工具充电。工位打磨、弧焊等工艺、配置航空插头式插头及插座。
4 空中区域的电控布局
如图3所示,空中输送部分由5套安全PLC控制。自动化系统安全等级满足SIL3级要求,上位机体现计划的接收和分发。空中输送变频器全部采用现场变频器,使能24V电源由BS提供,BS箱内配置安全继电器,空中滚床的到位、停止信号接入BS操作站。空中输送滚床的手动操作均在BS箱上实现,HMI仅用来查看设备状态、报警等功能。所有空中旋转滚床、移行机及有定位要求的工位(如RFID读写工位),以及可动设备入口设备使用变频器控制。BS箱应尽量靠近旋转滚床、移行机等设备,库区内控制不超过10个滚床的输送、库区外控制不超过6个滚床的输送。
图3 空中部分示意
精/粗排每条缓存道出口均配置RFID,WBS入口横移滚床、维修升降机及EVC4转接处,以及读取车型的位置,配置RFID。通过配置读写系统可以追踪每一台车的位置,并实时进行位置反馈与查询显示,从而实现全自动的生产、排序、跟踪和调整等。
5 通信网络架构
此网络架构中,一个控制分区应仅有一套PLC,可处理普通任务和安全任务。现场安全信号和常规信号均通过同一介质总线上传PLC,该总线上通过不同通信协议机制同时传输常规控制信号和安全信号,可保证控制实时性和安全系统的安全等级。常规任务和安全任务通过PLC程序内部连锁来实现统一控制。通信网络架构示意图如图4所示。
图4 通信网络架构
6 电源体系架构(双母线系统)
控制配电柜(简称为PDP)为机器人系统、传送系统、电控系统和非电阻焊设备供电,应通过车间专用控制母线引入三相五线制380V交流电。
焊接配电柜(简称为WDP)为电阻点焊机、凸焊机和大功率电机等扰源设备供电,应通过车间专用焊接母线引入三相五线制380V交流电。
PDP及WDP的目的是为单元或者系统提供一个单点的区域电气安全停工功能,缩小生产线掉电(维修或故障跳闸时)的影响范围,在某系统发生故障时不影响其他系统,如图5所示。
图5 双母线系统
每个PLC控制区域应仅有一个主PDP来为单元内的所有设备或分电柜进行供电。在MCP柜内的一个变压器(热电源)为PLC、柜上的交流照明、插座和工业以太网交换机提供电源。另一路电源(冷电源)从另外一个变压器主开关下口取电,为DC24V、AC220V的控制回路进行供电,该电源用于对I/O点、继电器、接触器和驱动器控制等提供控制电源。
对于滚床系统等机运设备,如输送距离过长,应在单个PDP柜区域下划分若干驱动子区域,保证电柜到用电设备的直线距离不大于60m。
所有的PDP配置多功能电表,能够显示实时电压、电流,能够实时显示电能消耗情况,并可通过以太网上传至上位系统。
7 电压等级
主电源的进线电压为380V×(1±10%),频率(50±2)Hz(三相五线,3P+N+PE)。其他辅助电压见表2。
8 信息系统接口
为确保MES系统能够与工厂控制系统、自动化设备完成集成,实现MES系统对工厂生产及设备状态的监控。提供的PLC在硬件、网络、人员和接口数据等方面采用了以下技术:单独PLC以太网接口,该接口给MES系统软件用于采集设备数据,不得被其他通信占用,并支持MES系统的通信协议。
提供实时的MES系统生产管理及设备管理所需的相关关键数据,如设备运行状态、加工数据、工具/模具状态、完工数据、设备呼叫以及接口信号状态等。
提供现场操作的呼叫类数据、线体或设备异常的故障信息、供线体及设备状态信息、设备操作类数据、载体校验信息、车辆生产追溯数据、设备生产数据、工件数据、报警和测量数据等。
提供MES回写数据下传到PLC中,如发动机身份信息、验证信息、MES升级呼叫信息和工艺参数等。
接口字节由生产需求制定,内容须包含变量名、变量地址、变量数据类型、变量描述及常开型/常闭型和置位标记等。PDP配置多功能电表,可以显示电能消耗情况,并通过网络上传至上位系统。
9 结语
该机运线体具备AVI、PMC等系统,并通过上位系统进行智能控制,实现空中黑灯工厂生产,最大节拍可达45JPH。通过多车型智能化的空中机运系统WBS的设计,使设备功能充分满足车间生产需求,节省了投资成本,在以后的新老车型生产过程中,将为公司创造巨大的经济效益,可作为工业4.0标杆机运系统对标对象。
本文为“AI汽车制造业”首发,未经授权不得转载。版权所有,转载请联系小编授权(VOGEL100)。本文作者:孔令邦 赵学军,单位:北汽福田汽车股份有限公司 。责任编辑龚淑娟,责任校对何发。本文转载请注明来源:AI汽车制造业
1.本站遵循行业规范,任何转载的稿件都会明确标注作者和来源;2.本站的原创文章,请转载时务必注明文章作者和来源,不尊重原创的行为我们将追究责任;3.作者投稿可能会经我们编辑修改或补充。







